





















- Ofertă
- Ofertă
- Sisteme de instalații KAN-therm
- System KAN-therm ultraLINE
- Sistem KAN-therm Push
- Sistem KAN-therm Push Platinum
- Sistem KAN-therm ultraPRESS
- Sistem KAN-therm PP
- Sistem KAN-therm Steel
- Sistem KAN-therm Inox
- Sistem KAN-therm Steel Sprinkler
- Sistem KAN-therm Inox Sprinkler
- Sistem KAN-therm Groove
- System KAN-therm Copper
- Sistem KAN-therm Tacker
- Sistem KAN-therm Profil
- Sistem KAN-therm Rail
- Sistem KAN-therm TBS
- Sistem KAN-therm WALL - metoda umedă Noutate!!!
- Sistem KAN-therm WALL - metoda uscată Noutate!!!
- Sistem KAN-therm Football
- KAN-therm InoxFlow
- KAN-therm Slim & Slim+ cutiile
- Automatizare de control KAN-therm SMART & BASIC+
- Tipuri de instalații
- Instalații de încălzire și răcire
- Instalații de apa rece și caldă menajeră
- Instalații de încălzire și răcire prin podea
- Instalații de încălzire și răcire prin perete
- Instalații de încălzire și răcire a suprafețelor exterioare
- Instalații contra incendiilor cu țâșnitori
- Instalații tehnologice și industriale
- Promoția de Platină
- Noutăți în oferta KAN-therm
- Descarca
- Garanția calității
- Realizări
- Despre noi
- Contact









1. Tăierea țevii

2. Șanfrenarea muchiilor țevii

3. Verificarea

4. Montarea țevii și fitingului

5. Marcarea adâncimii de introducere a țevii în fiting


7. Presarea racordurilor cu diametre de 42–108 mm. Pregătirea bacurilor.
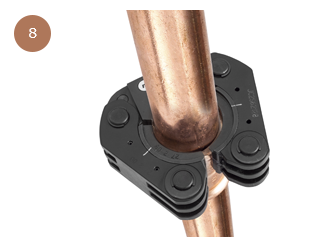
8. După ce bacurile au fost poziționate corect pe fiting, acestea sunt pregătite pentru conectarea la dispozitivul de sertizare.

9. Conectarea dispozitivului de sertizare la bacuri.

10. Presarea.
Tehnologia de conectare
Montarea System KAN-therm Copper se bazează pe tehnica de conectare prin „presare” cu utilizarea profilului de sertizare „M”. Acesta permite:
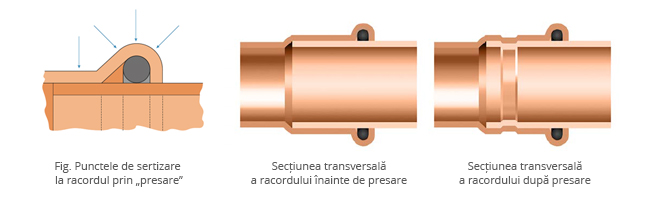
- realizarea unei comprimări în trei puncte a garniturii inelare pentru a se asigura deformarea adecvată a garniturii și aderența acesteia la suprafața țevii;
- închiderea completă a spațiului în care este așezată garnitura inelară prin presarea marginii fitingului pe suprafața țevii. Aceasta previne intrarea murdăriei în interior și asigură protecția mecanică naturală a garniturii și ranforsarea mecanică a îmbinării;
- inspecția stării garniturii datorită formei garniturii inelare la marginea fitingului.
Montarea racordurilor
1. Tăierea țevii
Tăiați țeava perpendicular pe axă utilizând un dispozitiv de tăiere cu role (tăietura trebuie să fie completă fără ruperea secțiunilor de tăiere a țevii). Este permisă și utilizarea altor scule de tăiere cu condiția ca tăietura să fie perpendiculară și marginile tăiate nu fie deteriorate sub formă de rupturi, pierderi de material și alte deformări ale secțiunii transversale de tăiere. Nu este permisă utilizarea unor scule de tăiere care pot genera cantități semnificative de căldură, cum ar fi torțele, polizoarele unghiulare etc.
2. Șanfrenarea muchiilor țevii
Utilizând un dispozitiv manual de șanfrenare (pentru diametrele 76.1–108: pilă semirotundă), șanfrenați la interior și exterior capătul țevii tăiate și îndepărtați tot șpanul care ar putea deteriora garnitura inelară în timpul montării.
3. Verificarea
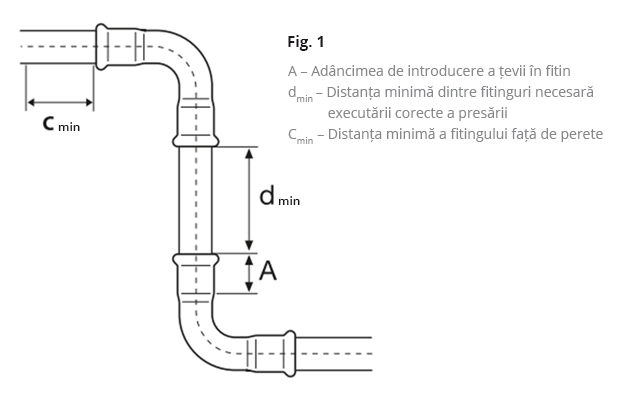
Înainte de montare trebuie verificat prin inspecție vizuală dacă garnitura inelară din fiting nu prezintă deteriorări și orice fel de impurități (șpan sau alte obiecte ascuțite) care ar putea produce deteriorarea garniturilor inelare în etapa de introducere a țevii. Este necesar, de asemenea, să vă asigurați că distanța dintre fitingurile adiacente nu este mai mică decât valoarea permisă dmin.
4. Montarea țevii și fitingului
Înainte de presare, țeava trebuie introdusă axial în racord pe adâncimea specificată (este permisă mișcarea de rotație ușoară). Este interzisă utilizarea de ulei, vaseline sau unsori pentru ușurarea introducerii țevilor (este permisă utilizarea apei sau soluției apoase de săpun, care este recomandată pentru încercarea de presiune cu aer comprimat).
5. Marcarea adâncimii de introducere a țevii în fiting
Pentru a realiza rezistența adecvată a racordului, este necesară respectarea unei adâncimi corespunzătoare A de introducere a țevii în fiting. După introducerea țevii în fiting cât permite, marcați cu un marker pe țeavă lungimea de introducere cerută (sau pe fitingul cu un capăt liber). După presare, marcajul trebuie să mai fie încă vizibil chiar lângă marginea fitingului. Sunt folosite, de asemenea, șabloane speciale pentru a stabili adâncimea de introducere fără a mai fi necesară păsuirea cu fitingul. În cazul montării simultane a mai multor racorduri (pe principiul introducerii țevilor în fitinguri), înainte de presarea fiecărui racord consecutiv este necesară verificare adâncimii de introducere pe baza marcajelor făcute pe țeavă cu ajutorul markerului.
6. Presarea racordului
Înainte de a începe procesul de presare, verificați eficiența dispozitivelor. Se recomandă utilizarea dispozitivelor de sertizare și a bacurilor livrate ca parte a System KAN-therm Copper.
Alegeți întotdeauna mărimea corectă a bacurilor în raport cu diametrul îmbinării. Bacurile trebuie aplicate pe fiting în așa fel încât canelura făcută în bac să acopere exact zona din fiting în care este așezată garnitura inelară (partea convexă a fitingului). După ce dispozitivul de sertizare a fost pornit, procesul de presare este automat și nu poate fi oprit. În cazul în care, dintr-un motiv oarecare, procesul de presare este întrerupt, racordul va trebui demontat (decupat) și va trebui făcut un nou racord în mod corect. Dacă instalatorul are dispozitive de sertizare și bacurile care nu sunt livrate împreună cu System l KAN-therm Copper, este necesară consultarea KAN-therm pentru a se putea stabili fiabilitatea utilizării acestora.
7. Presarea racordurilor cu diametre de 42–108 mm. Pregătirea bacurilor.
Pentru diametre mai mari (42 mm, 54 mm, 66,7 mm, 76,1 mm, 88,9 mm, 108 mm), se utilizează bacuri speciale din patru componente cu clichet. Trebuie aplicat pe fiting bacul desfăcut. Bacurile au o canelură specială în care trebuie să intre proeminența fitingului (locația garniturii inelare).
8. După ce bacurile au fost poziționate corect pe fiting, acestea sunt pregătite pentru conectarea la dispozitivul de sertizare.
9. Conectarea dispozitivului de sertizare la bacuri.
Dispozitivul de sertizare împreună cu un adaptor adecvat, premontat, trebuie conectat la bacuri. Este esențial să se asigure conectarea dispozitivului de sertizat la bacuri în conformitate cu instrucțiunile livrate împreună cu dispozitivul.
Dispozitivul de sertizare conectat la bacuri poate fi pornit pentru a presa în întregime racordul.
10. Presarea.
După ce dispozitivul de sertizare a fost pornit, procesul de presare nu poate fi oprit. În cazul în care, dintr-un motiv oarecare, procesul de presare este întrerupt, racordul va trebui demontat (decupat) și va trebui făcut un nou racord în mod corect. După presare, dispozitivul de sertizare revine automat în poziția inițială. Brațele dispozitivului de sertizare (adaptorul) trebuie scoase apoi din bacuri. Pentru scoaterea bacurilor de la fiting, bacurile trebuie deblocate din nou (în cazul diametrelor de 42–108 mm) și apoi demontate. Bacurile trebuie depozitate în valize în poziție blocată.
Distanțele de montare
Țevi din cupru aprobate pentru utilizarea cu System KAN-therm Copper
| Ø [mm] | A [mm] | dmin [mm] |
| 12 | 17 | 10 |
| 15 | 20 | 10 |
| 18 | 20 | 10 |
| 18 | 20 | 10 |
| 22 | 21 | 10 |
| 28 | 23 | 10 |
| 35 | 26 | 10 |
| 42 | 30 | 20 |
| 54 | 35 | 20 |
| 66,7 | 50 | 30 |
| 76,1 | 50 | 55 |
| 88,9 | 64 | 65 |
| 108 | 64 | 80 |