- Ofertă
- Ofertă
- Sisteme de instalații KAN-therm
- System KAN-therm ultraLINE
- Sistem KAN-therm Push
- Sistem KAN-therm Push Platinum
- Sistem KAN-therm ultraPRESS
- Sistem KAN-therm PP
- Sistem KAN-therm Steel
- Sistem KAN-therm Inox
- Sistem KAN-therm Steel Sprinkler
- Sistem KAN-therm Inox Sprinkler
- Sistem KAN-therm Groove
- System KAN-therm Copper
- Sistem KAN-therm Tacker
- Sistem KAN-therm Profil
- Sistem KAN-therm Rail
- Sistem KAN-therm TBS
- Sistem KAN-therm WALL - metoda umedă Noutate!!!
- Sistem KAN-therm WALL - metoda uscată Noutate!!!
- Sistem KAN-therm Football
- KAN-therm InoxFlow
- KAN-therm Slim & Slim+ cutiile
- Automatizare de control KAN-therm SMART & BASIC+
- Tipuri de instalații
- Instalații de încălzire și răcire
- Instalații de apa rece și caldă menajeră
- Instalații de încălzire și răcire prin podea
- Instalații de încălzire și răcire prin perete
- Instalații de încălzire și răcire a suprafețelor exterioare
- Instalații contra incendiilor cu țâșnitori
- Instalații tehnologice și industriale
- Promoția de Platină
- Noutăți în oferta KAN-therm
- Descarca
- Garanția calității
- Realizări
- Despre noi
- Contact








Tehnologia îmbinărilor
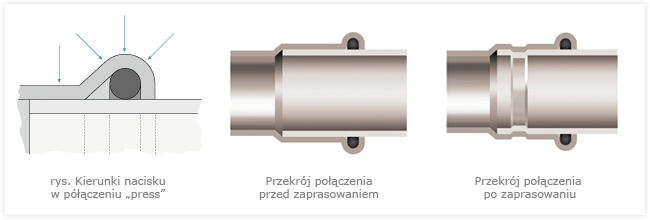
Sistemul KAN-therm Steel este bazat pe tehnologia de executare a îmbinărilor prin presare „ultraPRESS” care întrebuințează profilul de clemă„M”. Acest lucru permite:
- Obținerea unei apăsării pe O-Ring, în trei planuri, care asigură deformarea sa corespunzătoare și aderarea la suprafața țevii,
- deplină închiderea spațiului, în care O-Ring-ul este fixat, prin presarea marginii fitingului pe suprafața țevii, ceea ce previne pătrunderea impurităților în interiorul fitingului, și asigură o protecție mecanică naturală a etanșării și întărirea mecanică a îmbinării,
- controlul stării de etanșare ținând cont de formarea locașului de O-Ring în apropierea marginii de fiting.
1. Țevile trebuie tăiate perpendicular pe axă cu un tăietor cu role. Se admite utilizarea altor unelte ca de ex. fierăstrăie manuale și electrice destinate pentru tăierea oțelului carbon sau inox, cu condiția menținerii perpendicularității de tăiere și nedeterioarea marginilor tăiate. Nu se admite ruperea fragmentelor de țevi crestate. Pentru tăiere nu se vor folosi arzătoare și discuri de tăiere. La dimensionarea lungimii de decupare trebuie să se ia în considerare adâncimea de pătrundere a țevii în fiting.


2. Folosind un teșitor manual sau electric (pentru diametre mai mari o pila semirotundă pentru oțel), trebuie teșită marginea exterioară și cea interioară a țevii tăiate, îndepărtând toate rizuri, care ar putea să deterioreze O-Ring-ul în timpul montajului. De asemenea, trebuie îndepărtate toate piliturile rămase pe țeavă și în înteriorul țevii, care pot mări riscul de producere a coroziunii punctiforme.


3. Pentru a obține rezistența adecvată a îmbinării, se va asigura adâncimea corespunzătoare de pătrundere a țevii în fiting. Lungimea cerută de pătrundere trebuie marcată pe țeavă (sau pe fitingul cu capătul gol) cu un marker. După finalizarea presării marcajul trebuie să fie vizibil chiar la marginea fitingului.

4. Înainte de montaj, prezența și starea O-Ringului corespunzător trebuie controlată vizual. Să se verifice dacă pe țeavă sau fiting nu sunt prezente pilituri sau alte impurități, care pot deteriora etanșarea în momentul introducerii țevii. Să se asigure dacă distanța între fitingurile vecine nu este mai mică decât cea admisibilă.

5. Înainte de executarea compresiunii, țeava trebuie introdusă axial în fiting până la adâncimea marcată (se admite o ușoară mișcare de rotație). Folosire de uleiuri, unsori și grăsimi, pentru a ușura introducerea în țeavă este interzisă (se admite apă sau o soluție de săpun - recomandat în cazul testului de presiune cu aer comprimat). În cazul realizării concomitente a mai multor îmbinări (prin introducerea țevilor în fitinguri), înainte de operația de presare a fiecărei conectării trebuie să se controleze adâncimea de introduce, marcată pe țeavă.

6. Înainte de începerea procedurii de compresiune să se verifice funcționalitatea uneltelor. Se recomandă folosirea dispozitivelor de strângere și a fălcilor de presare, furnizate de Sistemul KAN-therm. De fiecare dată, trebuie selectată dimensiunea corespunzătoare a fălcii de presare potrivită pentru diametrul îmbinării realizate. Falca de presare trebuie așezată pe fiting astfel, încât profilarea realizată în aceasta să cuprindă exact locul de fixare a O-Ringului în fiting (partea bombată a fitingului) După pornirea dispozitivului de strângere procesul de compresiune se desfășoară în mod automat și nu poate fi oprit. În cazul în care ,pentru oarecare motiv, procesul de strângere va fi întrerupt, îmbinarea trebuie demontată (decupată) și se va execută o îmbinare nouă, în mod corect.

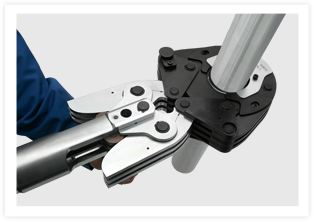
6.1. Pentru presarea celor mai mari trei diametre adică ;64; 76,1; 88,9; 108 mm se utilizează fălci speciale cvadripartite și dispozitiv de strângere Klauke sau Novopress. După scoatere din valiză, falca trebuie deblocată prin scoaterea unui bolț special, apoi desfăcută.

6.2. Falca desfăcută este așezată pe fiting. Falca este prevăzută cu o canelură specială, la care trebuie potrivită flanșa fitingului. Atenție: Plăcuța cu dimesiunea împrimată a fălcii (vizibilă în figură) întotdeaună trebuie să se afle pe partea țevii.

6.3. După fixarea corectă a fălcii pe fiting, blocați-o din nou prin apăsarea maximă a bolțului. În acest moment falca este pregătită pentru conectarea dispozitivului de strângere.

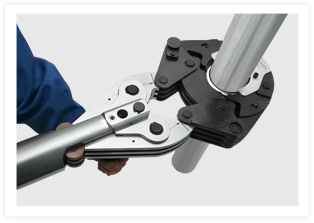
6.4. Dispozivul de fixare trebuie să fie conectat la falcă în modul prezentat în figură. Este absolut necesar să se asigure ca brațele de strângere ale dispozitivului să fie introduse până la capăt, în locurile speciale în falcă. Locurile de pătrundere maximă sunt marcate pe brațele dispozitivului. Dispozitivul de strângere, astfel conectat, poate fi pornit pentru a efectua presarea completă a îmbinării.
6.5. După punerea în funcțiune a dispozitivului de strângere, procesul de presare are loc automat și nu poate fi întrerupt. În cazul în care ,pentru oarecare motiv, procesul de strângere va fi întrerupt, îmbinarea trebuie demontată (decupată) și se va execută o îmbinare nouă, în mod corect. După realizarea compresiunii dispozitivul de presare va reveni singur în poziția inițială. În acest moment, brațele dispozitivului trebuie scoase din falcă. Pentru a scoate falcă din fiting, aceasta trebuie din nou deblocată prin extragerea bolțului și apoi desfăcută. Fălcile trebuie păstrate în valize în stare blocată.